
Влияние плоскостности гранитной плиты на результаты измерения
Данный аналитический материал будет полезен к ознакомлению специалистам по измерению и контролю качества.
1. Суть проблемы
В практике технического контроля регулярно встречается ситуация, которая ставит метролога в тупик. Деталь, изготовленная на исправном станке с соблюдением технологии, при контрольном измерении выходит за пределы поля допуска. Оператор перепроверяет настройку оборудования, план контроля, меняет инструмент, очищает измеряемые поверхности, однако результат не меняется: деталь формально признаётся браком.
В таких случаях причину обычно ищут в средстве измерения, в температурном режиме помещения или в квалификации оператора. Между тем источник систематической погрешности нередко находится не в детали и не в приборе, а в том элементе измерительной системы, которому доверяют по умолчанию, - в базирующей поверхности гранитной плиты.

Тезисно: поверочная плита не является идеально плоской поверхностью и не должна рассматриваться как абсолютный эталон. Это технический имитатор геометрической базы, обладающий собственной нормированной погрешностью. Если эта погрешность не учитывается, она вносится в каждое измерение, выполненное с опорой на плиту, и проявляется как мнимый дефект изготовления.
2. Теоретическая база и её физическая реализация
В системе стандартов геометрических допусков (как в отечественной серии ГОСТ, так и в зарубежной ASME Y14.5) база (datum) определяется как идеализированный геометрический элемент — плоскость, ось или точка, существующий только как конструкторская абстракция. Реальных идеальных плоскостей в природе не существует.
Поскольку контроль ведётся не в пространстве чистых геометрических идей, а в условиях реального цеха, абстрактную базу заменяют её физической реализацией - моделируемой (имитируемой) базой. Роль такого имитатора и выполняет рабочая поверхность поверочной плиты.
Отсюда следует важное методологическое уточнение. От плиты не требуется идеальной плоскостности - таких поверхностей не бывает. От неё требуется, чтобы отклонение от плоскостности было нормировано и было достаточно малым по сравнению с допуском контролируемой детали. Качество имитатора базы напрямую определяет, насколько результат измерения соответствует действительному состоянию детали, а не сумме детали и погрешности самой плиты.
3. Учёт погрешности базы в протоколе измерений
Один из спорных вопросов производственной метрологии: следует ли включать собственную погрешность плиты в протокол измерения детали и суммировать её с измеренными отклонениями?
Здесь необходимо различать два документа. Протокол измерения детали фиксирует соответствие или несоответствие изделия чертежу. Это не отчёт о состоянии измерительного оборудования. Поэтому в итоговом значении отклонения детали погрешность имитатора базы отдельной строкой, как правило, не приплюсовывается.
Однако это не означает, что погрешностью плиты можно пренебрегать в принципе. Согласно международному руководству по выражению неопределённости измерения (GUM) и его отечественным аналогам, вклад базирующей поверхности входит в бюджет неопределённости измерения. Корректная постановка вопроса звучит не «учитывать или не учитывать», а «обеспечен ли такой класс плиты, при котором её вклад в неопределённость пренебрежимо мал». Именно для этого и существует правило соотношения допусков, рассматриваемое в пункте 6 нашей статьи.
Практический вывод: если поле допуска детали настолько узкое, что точность плиты начинает заметно влиять на результат, решение не в математических корректировках протокола, а в переходе на плиту более высокого класса точности. Иначе говоря, если плита «съедает» значимую долю допуска, измеряется уже не деталь, а отклонение от плоскостности самой плиты.
4. Механизм усиления погрешности (error propagation)
Ключевой и при этом систематически недооцениваемый эффект - распространение и усиление погрешности базы при использовании стоечного измерительного инструмента. Именно здесь скрыта причина значительной части ложных браковок.
Рассмотрим типовую схему. Высотомер с измерительной стойкой высотой около 500 мм опирается на плиту основанием длиной примерно 100 - 150 мм. Предположим, под основанием стойки на поверхности плиты находится локальная неровность высотой всего 5 мкм. Основание получает едва заметный наклон.
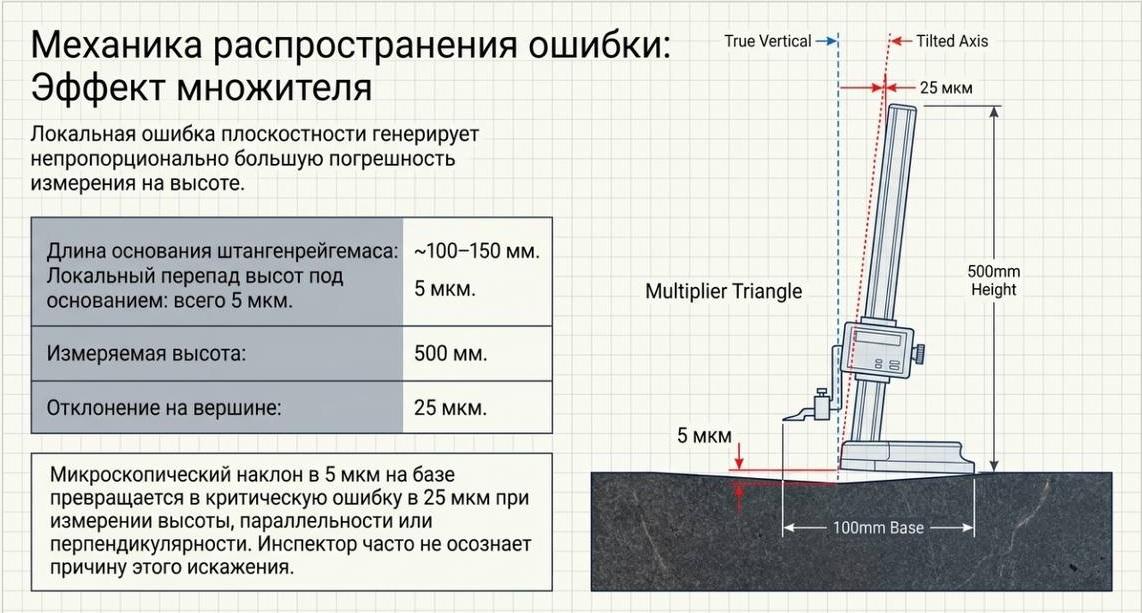
Этот наклон передаётся по всей высоте стойки как по рычагу. При отношении плеч порядка 500 / 100 = 5 угловое смещение основания умножается, и на вершине пятисотмиллиметровой стойки исходные 5 мкм превращаются в погрешность измерения порядка 25 мкм. Ошибка масштабируется пропорционально отношению высоты инструмента к длине его опорной базы.
Особенно остро эффект проявляется при контроле соосности отверстий, расположенных на противоположных сторонах крупногабаритной детали, например, при использовании координатно-измерительных рук.

Процесс измерения: чтобы измерить второе отверстие, измерительную систему перемещают с одного конца плиты на другой. Локальное отклонение плоскостности между двумя точками установки создаёт смещение (offset) в результатах. В итоге фиксируется несоосность там, где её фактически нет, - просто потому, что базирующая поверхность в этих двух зонах имеет разную высоту.
5. Оценка ситуации
Механика распространения погрешности нередко остаётся вне поля зрения контролёра: он не привык учитывать, как микроскопические дефекты поверхности плиты масштабируются в значительные искажения итогового результата.
Иначе говоря, наибольший риск создают не явные, видимые дефекты плиты, а малые локальные отклонения, которые при визуальном осмотре кажутся несущественными, но через геометрию измерительной схемы превращаются в заметную погрешность.
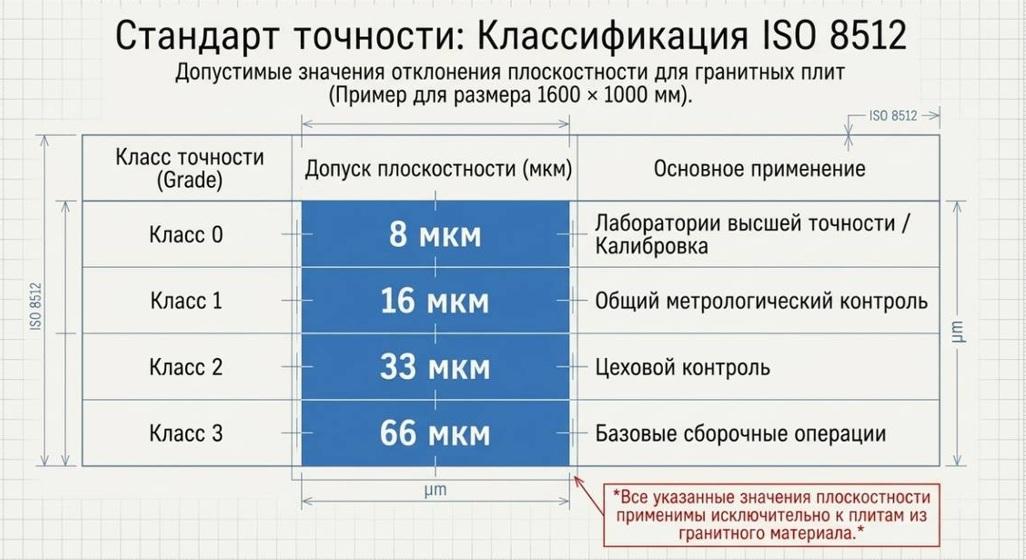
6. Классы точности гранитных плит
Выбор плиты - это не вопрос бюджета закупки, а вопрос формирования допустимого бюджета неопределённости измерений. Классы точности и числовые значения допусков на иллюстрации ниже приведены для популярного типоразмера 1600 × 1000 мм согласно стандарту DIN 876 (ISO 8512).
*Гранитные плиты для координатно-измерительных машин производства Accurate изготавливаются с классом точности (Grade) 1, что гарантирует общую стабильность системы измерения на долгие годы.
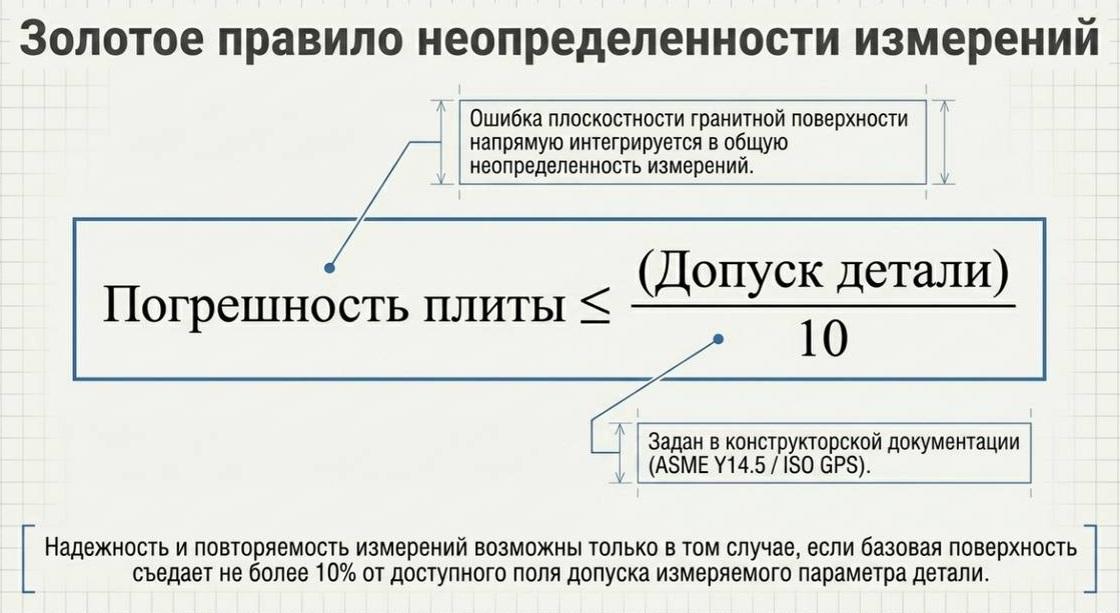
Правило соотношения допусков (1/10)
Для получения достоверных результатов суммарная неопределённость измерения, в которую входит и вклад погрешности плиты, не должна превышать 1/10 (в крайнем случае 1/4) поля допуска контролируемой детали. Это классическое правило соотношения точности средства измерения и контролируемого параметра. Если предпринимается попытка ловить микронные отклонения детали на плите класса Grade 3 с допуском 66 мкм, корректное измерение невозможно: погрешность базы сопоставима с самим контролируемым параметром.
7. Аттестация и поддержание точности плиты
Визуальная оценка состояния гранитной поверхности недостаточна и обманчива. Плита может выглядеть зеркально ровной и при этом иметь недопустимое отклонение от плоскостности. Достоверный контроль обеспечивают только инструментальные методы.
Разметка поверхности на сетку (grid). Рабочую плоскость размечают на квадраты и проверяют отклонения в каждой локальной зоне. Это позволяет выявить именно те локальные неровности, которые через рассмотренный в разделе 4 механизм усиления дают наибольшую погрешность.
Электронные уровни высокого разрешения. В отличие от пузырьковых уровней, электронные средства позволяют построить реальную карту микрорельефа поверхности и количественно оценить локальные и общие отклонения.
Регулярная периодическая аттестация (калибровка). Это не формальность для проверяющих, а подтверждение того, что плита сохраняет нормированные характеристики. Гранит со временем подвержен износу и локальной выработке в зонах наиболее частой установки инструмента.
8. Заключение
Достоверность линейно-угловых измерений закладывается не в момент касания щупом координатно-измерительной руки, высотомера или наконечником индикатора. Она формируется уровнем ниже - на той поверхности, которую по умолчанию принимают за геометрический ноль.
Понимание физики распространения погрешности и дисциплина в выборе класса плиты под конкретную задачу - это то, что отличает метролога, управляющего неопределённостью измерения, от оператора, который просто считывает показания прибора и доверяет им безусловно.

POWER Full 14
POWER Full 14
1000₽
POWER Full 14
POWER Full 14
2000₽
Оставляя заявку, вы соглашаетесь на обработку персональных данных и с условиями бронирования счёта